Vertical reciprocating conveyors (VRC lifts) provide a safe and efficient way to move pallet loads, containers, carts, and boxed materials between levels in warehouses, manufacturing plants, and distribution facilities. These freight-only lifting systems move materials between floors or mezzanine levels without relying on forklifts, manual handling, or complex elevator systems.
A vertical reciprocating conveyor is a material handling conveyor designed exclusively for transporting freight. Personnel are never permitted to ride on a VRC platform. Unlike elevators, which are designed to transport people or mixed passenger loads, VRC lifts operate under conveyor safety standards and are engineered specifically for moving materials between elevations.
Many facilities begin their search using terms such as warehouse freight elevator or pallet elevator when looking for a solution to move materials between levels. In most industrial environments, the correct equipment is actually a vertical reciprocating conveyor, which provides a safer, more economical, and easier to maintain method of vertical material movement.
Vertical reciprocating conveyors are commonly used to transfer pallet loads between floors, serve mezzanine storage areas, connect rack supported catwalk systems, and move materials between production levels in manufacturing operations. These systems deliver dependable vertical lifting while occupying a relatively small footprint within the facility.
Midwest Material Handling supplies new and used vertical reciprocating conveyors along with a wide range of industrial material handling equipment designed to improve efficiency in warehouses and manufacturing facilities.
What Is a Vertical Reciprocating Conveyor?
A vertical reciprocating conveyor (VRC) is a material handling lift designed to move freight, pallet loads, and other materials between different elevations within a building. These systems use a guided lift platform that travels vertically along structural rails to safely transport materials between floors, mezzanines, or elevated work areas.
Unlike forklifts or manual material handling, a VRC lift provides a controlled and repeatable method of moving materials vertically within a facility. Loads are placed onto a platform or carriage, which is then raised or lowered between levels using either a hydraulic lifting system or a mechanical chain driven hoist system.
Vertical reciprocating conveyors are commonly used in warehouses, distribution centers, and manufacturing facilities where pallet loads, containers, or cartons must move safely between levels. These systems are often installed to serve mezzanine storage areas, multi level picking systems, production platforms, or upper floor warehouse operations.
Because a VRC lift is classified as a material conveyor, it is designed strictly for transporting freight and materials. Personnel are never permitted to ride on the lift platform. Safety gates, interlocks, and guarding systems ensure that materials can be transferred safely between levels during operation.
Vertical reciprocating conveyors provide a reliable and economical solution for facilities that need to move materials vertically while minimizing floor space requirements and reducing reliance on forklifts.
Hydraulic Vertical Reciprocating Conveyors
Hydraulic VRC lifts provide smooth lifting performance and are commonly used for moderate travel heights and load capacities. These systems use hydraulic cylinders to raise and lower the lift carriage.
Hydraulic systems are often selected when consistent, controlled lifting motion is required and when installation space is limited.
Hydraulic Cantilever VRC
Cantilever style hydraulic VRC lifts allow the lift carriage to extend beyond the support columns, eliminating overhead restrictions that could limit load height. This design is commonly used where tall loads must be transferred between levels.
Typical travel height is up to 360 inches with load capacities up to approximately 6,000 pounds.

Hydraulic Straddle VRC
Straddle style hydraulic VRC lifts position the lift carriage between two guide columns, allowing larger carriage sizes for pallet loads and bulk materials.
These systems are commonly used when wider platforms are required to support larger loads or pallet configurations.

Light Duty Hydraulic VRC
Light duty hydraulic systems are designed for moving smaller loads such as boxes, cartons, and parts containers. These systems provide smooth lifting performance and are commonly used for mezzanine storage operations and light warehouse applications.
Typical capacities range up to approximately 3,000 pounds.
Mechanical Vertical Reciprocating Conveyors
Mechanical VRC lifts use heavy duty roller chain systems powered by gear motors and brake assemblies. These systems provide precise start and stop positioning and are commonly used in higher capacity applications.
Mechanical systems are often selected when greater lifting speeds, higher capacities, or taller travel heights are required.

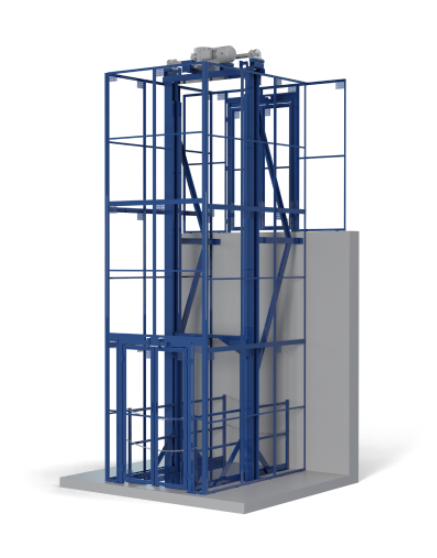
Mechanical 4 Post VRC
Four post mechanical lifts are designed for high capacity vertical material transfer between multiple levels. These systems provide excellent stability and are capable of handling heavier loads.
Typical capacities range from 6,000 pounds up to 20,000 pounds depending on configuration, with travel heights reaching up to 100 feet.

Mechanical Cantilever VRC
Cantilever mechanical systems allow the lift carriage to extend beyond the guide structure, eliminating overhead restrictions and accommodating taller loads.
These systems are commonly used in mezzanine applications requiring consistent positioning during loading and unloading.

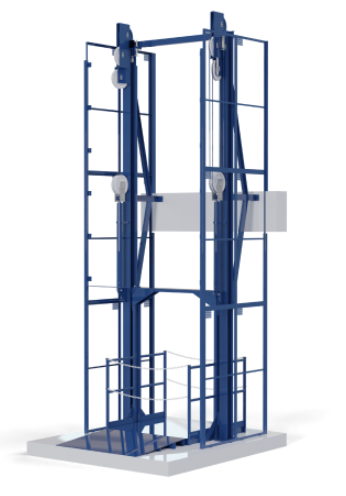
Mechanical Straddle VRC
Straddle style mechanical lifts support larger carriage sizes and are often used in operations with consistent material flow between levels.
These systems are well suited for applications requiring repeatable movement and reliable high throughput operation.
Package Lift VRC
Package lifts are designed for moving lightweight materials such as boxes, cartons, and small containers between levels.
These compact systems typically travel up to approximately 22 feet and handle loads up to around 300 pounds, making them ideal for warehouse picking operations and light manufacturing environments.
VRC Lifts Are Not Elevators
Vertical reciprocating conveyors are often confused with freight elevators, but they are completely different types of equipment.
A freight elevator is designed to transport people along with freight and must comply with elevator safety regulations. A vertical reciprocating conveyor is classified as a material conveyor designed strictly for transporting materials between levels.
Because of this distinction:
VRC lifts operate under ASME B20.1 safety standards for conveyors
Personnel are never permitted to ride on a VRC platform
Safety gates and interlocks control access during operation
This design makes vertical reciprocating conveyors a dependable and economical solution for moving pallet loads, containers, carts, and boxed materials between floors in industrial environments.
Common Applications for Vertical Reciprocating Conveyors
Vertical reciprocating conveyors are used in a wide range of industrial and warehouse environments where materials must move between elevations safely and efficiently.
Typical applications include:
Moving pallet loads between warehouse floors
Serving mezzanine storage and work platforms
Supplying upper level pick modules
Transferring materials between production levels
Connecting rack supported catwalk systems
Moving boxes, containers, and carts between departments
These systems are frequently installed in distribution centers, manufacturing facilities, parts warehouses, and multi level storage operations.
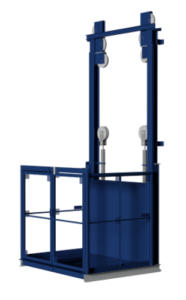
Two-Level VRC Lift for Automotive Parts Departments
A regional Buick-GMC automotive dealership contacted Midwest Material Handling during the creation of their new Chevrolet dealership. This lift would be used in their service and parts department. As part of the project, the dealership was opening a second showroom and service facility next door and needed a safe and efficient way to move larger parts between levels inside the building.
The parts department planned to store smaller service parts on the ground level while larger components such as automotive bumpers would be stored on a mezzanine above. Because of the size and shape of these parts, carrying them upstairs or moving them manually was not practical.
To solve the problem, a two-level vertical reciprocating conveyor (VRC lift) was installed to move parts between the ground floor and the mezzanine storage area.
Parts employees can place palletized materials or oversized bumper assemblies onto the lift platform at ground level and raise them safely to the mezzanine above. This allows larger parts to be stored overhead while keeping frequently used service items easily accessible on the main floor.
Installation of the lift system was straightforward and efficient. The structure was installed, wired, and placed into service in approximately two days, allowing the dealership to quickly begin using their expanded storage space.
Applications like this are common in automotive parts departments, warehouses, and manufacturing facilities where bulky components must be safely transferred between levels. Vertical reciprocating conveyors provide a dependable and efficient solution for moving materials vertically while maximizing available storage space within a building.
Shipping Vertical Reciprocating Conveyors Nationwide
Vertical reciprocating conveyors can be shipped by freight and installed by qualified contractors or facility maintenance teams. Midwest Material Handling can also assist with equipment installation services when professional installation support is required.
This allows facilities across the country to implement safe and efficient vertical material handling solutions without requiring extensive on-site fabrication.
Midwest Material Handling supplies both new and used VRC lifts depending on load capacity requirements, platform sizes, and project budgets.
Typical Vertical Reciprocating Conveyor Cost
The cost of a vertical reciprocating conveyor varies depending on lift height, platform size, load capacity, and installation requirements. Smaller package lift systems may cost significantly less, while large heavy duty mechanical lifts designed for pallet loads and multi level travel require more structural support and engineering.
Typical factors that affect VRC lift pricing include:
Load capacity
Travel height between floors
Platform size and configuration
Structural support requirements
Safety gates and guarding
Electrical and control systems
- Facility layout
Facilities considering a VRC installation should evaluate both the equipment cost and installation requirements when planning a vertical material handling solution.
Request a Quote for a Vertical Reciprocating Conveyor
If your facility needs a safe and efficient way to move pallet loads, containers, or materials between levels, a vertical reciprocating conveyor may be the ideal solution.
Contact Midwest Material Handling to discuss your vertical lifting application and request pricing on new or used VRC lifts.
Frequently Asked Questions
Can people ride on a vertical reciprocating conveyor?
No. Vertical reciprocating conveyors are designed strictly for moving materials. Personnel are never permitted to ride on a VRC platform.
Are VRC lifts the same as freight elevators?
No. Freight elevators are designed to transport people along with freight and must comply with elevator safety codes. VRC lifts are classified as material conveyors designed specifically for transporting freight only.
How much weight can a VRC lift handle?
Capacity varies depending on the lift design. Many systems handle loads ranging from a few hundred pounds to more than 20,000 pounds.
Do VRC lifts require an elevator shaft?
No. Most vertical reciprocating conveyors operate within a structural guide frame and use safety gates and guarding instead of a fully enclosed elevator shaft.

